
 起点课堂会员权益
起点课堂会员权益MES系统及制造流程分析
MES系统是制造业提高自身竞争力必备的“利器”,本文作者从三个角度对MES系统及制造流程展开分析,希望对你有帮助。

MES系统(manufacturing execution system)全程为制造执行系统,从系统名称即可以看出,MES主要应用于“制造”流程。
笔者曾有幸在H公司工作过,当时H公司为了响应国家“智能制造2025”的号召,同时也为了提升自身企业竞争力而决定引入MES系统,而我也有幸成为此公司初代MES的设计者。
本文中,主要基于制造流程和工厂管理的介绍对MES系统的功能进行展开的解说。
一、什么是MES
MES-制造执行系统,在90年代由美国AMR公司提出,主要针对于生产制造过程中流程、资源的管理系统,目标是实现生产制造过程“黑匣子”的可视、可控,为智能生产提供支撑。
对于B端的管理系统的功能拆解,我个人喜欢基于系统的定位、应用场景及业务流程来进行功能的分析。因此下面的分享主要也是侧重于围绕流程进行展开。
二、制造流程简述
上文提到MES管理的是制造过程,可以说,从ERP计划指令下达工厂后到成品入仓完成都属于MES的系统范畴。而其中主要涉及到的核心流程包括了生产排程、生产资源准备、生产制造(其中包含了加工、测试、包装)、质检、入库。
这里需要特别注意的点和供应链的设计一样,不可忽视过程中逆向和异常处理流程在系统中的设计。在制造型企业中,会存在不同商品的前序制造流程相同而后续工艺不同(且为了减少企业备货压力,近年越来越多的企业会尽量后置差异工序)。
企业在备货过程中如果A款商品备货过多,会存在拆解A款重新组装成B款的需求。也存在生产完成后,发现部分部件不合格,导致商品需要批量拆解重新生产。
逆向流程包括上述场景中成品的拆解、生产退料等和正常生产流程“相逆”的流程。
而异常是指缺料、设备故障、测试异常等影响正常生产流程的情况,系统需要具备快速响应及处理异常的容错能力。
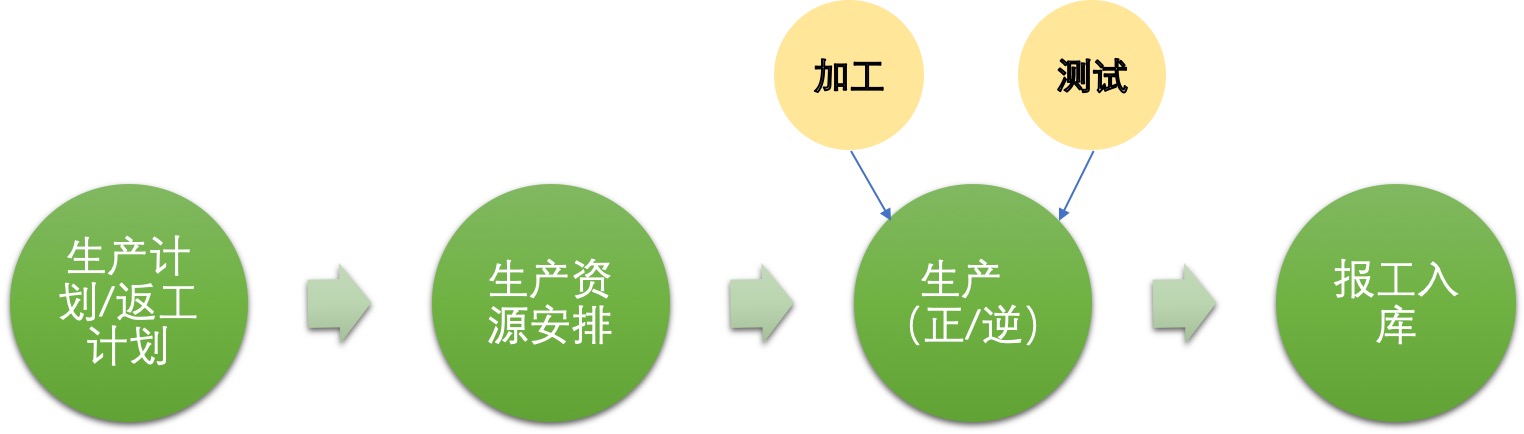
1. 生产计划/返工计划
生产计划来自于上游ERP销售(交付)计划的拆解。对于企业(EPR)级别的计划来说,仅需要输出企业整体在指定日期用户或内部期望的交付内容即可。
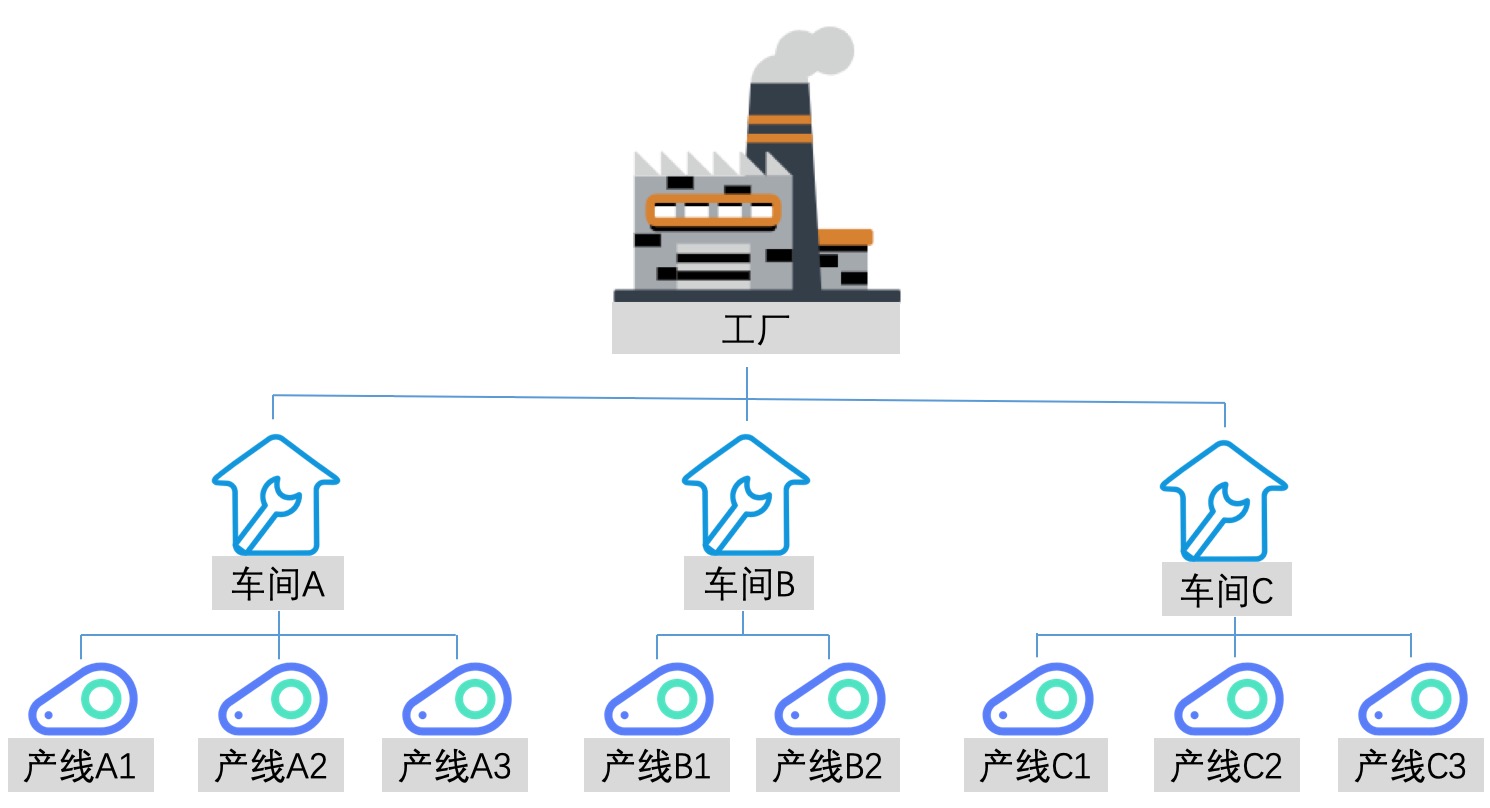
但实际的生产过程则需要细化到车间、产线、工位的维度,而这就是MES计划模块所需要实现的功能。基于交付计划,结合生产资源进行制造计划的拆解。
STEP1:明确交付计划
交付计划中应包含最终交付商品明细、要求交付日期及交付对象。
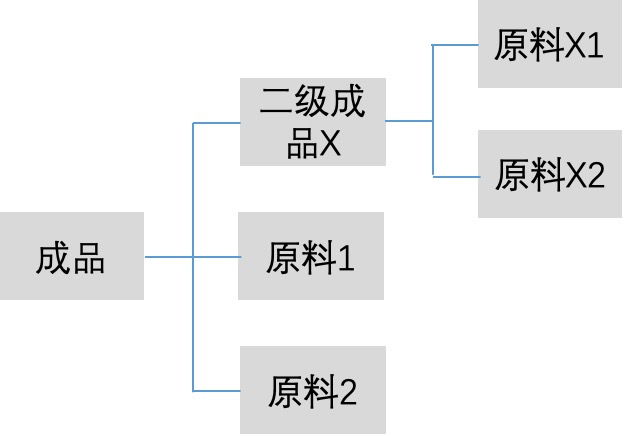
STEP2:计划拆解
交付商品BOM拆解,确认生产提前期。H公司生产的为电子设备,电子设备中的PCB板也均为内部生产,那么在成品排产时系统需要具备子级成品同步排程的功能。
但如果子级物料的生产是基于安全库存拉动触发生产而不是按单生产,那么在计划拆解时,则需要判断上游的物料库存是否会低于安全库存而不是每次都产生生产计划。
此外,因为涉及到原料,因此也存在触发采购计划的可能。
STEP3:生产能力确认
因生产工艺和设备的限制,通常企业内部对于不同产品会布局不同的生产线。
所以在生产计划排程前需要确认相关产线的生产能力,如产线A1每日可生产控制器100件,要求19日供货200件(为了简化说明,本次不涉及到在仓库存,此处的供货数量是指需要入库到仓库的数量),因此要求产线18号需要投入控制器的生产。
STEP4:输出计划
根据拆解的物料结合各生产线(车间)的生产能力输出最终的排产计划。
工厂的生产计划往往是前置排程的,并且直接受上游ERP的订单操作(接单、订单取消)的影响,所以计划模块需要实现和ERP计划的联动,自动计划调节功能的实现成本很大,但至少需要在ERP计划变更时,产生预警及时提示计划人员进行计划调整。
同时需要监控已经创建的计划在下游的交付情况,对于异常交付的排产计划进行跟进和调整。

2. 生产资源安排
计划安排了之后下一步就是计划的执行。在确认计划后,生产开始之前,企业需要准备好生产所需的资源,其中包括:生产人员、设备、原材料、作业指导书。
生产人员企业要对每天产线的人员进行生产排班,根据人员技能矩阵及当天的生产计划安排合适的人员在岗进行生产。
设备
不同产品的生产需要使用不同的设备,或者是同一设备的不同程序/模式。此外,生产前需确保产线设备的状态必须是可用的。
原材料
生产前需要确保库内有足量的原材料(或其他产线有足够的半成品)能够在进入生产前送达产线,确保不因为缺料而停产。此处涉及到半成品的管控和送料/叫料模式的设计。
此外,计划阶段如发现原料短缺,还涉及到采购需求的生成。
作业指导(WI)
产品生产制造的操作说明书。作业指导书通常在产品试产阶段更加重要,因为在量产后通常员工本身就是经过培训具备一定生产技能的。
3. 生产制造流程
生产制造流程是整个系统最为核心的环节。涉及物料管理、生产订单管理、核心环节的节点上报(如测试结果)、过程质量抽检、异常报警(Andon)、效率管控等。
物料管理
生产过程中,物料按照生产状态可分为三种形态:原材料、半成品(WIP)、成品。而产线上的管理主要是针对于原材料和半成品,通常成品在生产完成装箱下线后会由仓库员工统一进行入库。
产线上对原料的操作主要包含:主动叫料,收料(包含数量、品质的验收),消耗,退料,还有部分会涉及线边盘点。
对于有追溯需求的物料,在使用过程中,需要在系统中记录成品使用的精确物料编码及物料批次的。此数据可用于长期质量追溯。
而对于半成品更多的则是中间在制品数量的管控,中间WIP过多一定程度上说明工位间分工的不均衡,会造成生产力的浪费。
订单管理此处的订单是指上游计划模块下发到具体产线需要产线进行生产交付的订单。在这个阶段中,产线可以对订单执行的操作主要包括:开始生产(投产),异常申报,结束生产,订单切换。
开始生产后,此订单涉及的生产资源(人、设备、物料)的核心信息都将进入系统的管控范围。系统通过连接的设备(PDA、扫码枪、测试设备等)采集生产过程中商品关联的作业用户、核心物料、测试数据等,为后续系统报表及决策提供数据支撑。
因为产线的切换通常需要进行上一个商品的原材料清理、夹具设备切换调试等无效工时,因此如没有特殊情况发生,产线都是按照既定的计划完成当前订单后再进入下一个订单的生产。
但是如果临时设备异常或缺料,也有可能需要暂停当前订单切换到下一个订单,此时系统需要记录中间数据,包括上一个订单的完成量、过程中的半成品等,确保在下次开始生产时,通过系统数据和实物比对没有物料损失。
异常管理(Andon)
Andon管理(又叫安灯),最初源自于日本丰田,指通过现场报警灯可视化生产现场的异常,主要是为了及时发现异常减少效率和品质损失。而随着制造业的发展,安灯的形式也开始变得多样化。
对于产线来说,异常包括很多种:如缺料、设备故障、产能不达标等,严格的说,只要造成实际与期望产出不一致的情况都可以称为异常。除了人员主动发起异常提报外,企业也会通过自动收集数据(如安置传感器)逐级上报异常。
效率管控
效率管控是为了准时完成成品需求的交付。
效率的提升也是各大制造企业追求的核心指标之一,同样的产品,更高的效率意味着更高的市场利润和更强的竞争力,因此这也是MES比较重要的核心指标之一。
首先我们简单了解下效率的定义。
效率=目标时间内的实际产出/理论产出;理论产出=投入时间/产品工时。效率通常和工时平衡率、产线自动化程度、员工熟练度、产线布局等都存在一定关联。因此效率的提升方式也是多维度的。MES系统中对于效率的管控更多的是数据的采集和呈现,实现车间效率、产线效率、人员效率的横纵向对比,以此达到长期良性循环的向上趋势。
4. 质量管控
质量管控的系统范畴是贯穿在整个制造环节,甚至是在制造环节开始之前,在产品设计之初就已经需要进行质量管控点的设计了,比如FEMA(失效模式和影响分析)。因此在MES中的质量模块也是一样,并不只是指对于成品的质量管控,更多的是过程管控,可以从事前、事中、事后三个维度进行分析。
事前预控
针对于产品特性和目标,提前定义生产的关键岗位、测试核心指标、风险点;
原材料品质的质量管控;
操作人员培训规范;
事中监控
生产过程中品控标准的执行;
员工操作规范性的把控及抽检;
不良品拦截;
核心指标趋势监控(六西格玛);
事后管控
成品品质把控;
用户质量反馈追溯和分析;
三、总结
基于以上的流程点梳理,我们最后总结下MES通常包含的功能模块及系统架构如下(主要是基础数据、实操及过程管控部分):
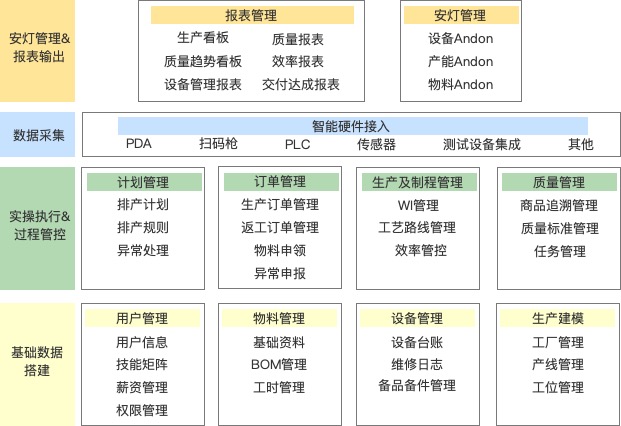
本篇着重分享生产过程的流程管控以及与之对应的系统模块设计,因此对于报表和数据采集模块并没有详细的展开,对于报表和数据采集的梳理更多的是与使用用户(用户画像)及目标驱动有关。希望今天的分享可以对你有所帮助。感谢关注。
作者:麋鹿产品,公众号:麋鹿产品手册
本文由 @麋鹿产品手册 原创发布于人人都是产品经理。未经许可,禁止转载。
题图来自Unsplash,基于CCO协议。









感谢分享!
mes
感谢分享!刚开始做MES软件产品。
感谢!
感谢🙏
学习了感谢
学习了感谢!
刚入行mes的设计工作,解答了很多生产过程细节上的疑问,帮了大忙了,感谢!